

Drehmaschine für Kurbeln TNC4200
Drehmaschine für Kurbeln TNC4200 ist zur hochleistungsfähigen Drehbearbeitung gewidmet, die umfasst:
- Bearbeitung der inneren Oberflächen der Arme der Kurbelkröpfungen
- Bearbeitung der oberen Oberflächen der Auβenkurbelkröpfungen
- Bearbeitung der Einstiche beim Treibzapfen
- Bearbeitung der Durchmesser von Treibzäpfen
Die Werkzeugmaschine sichert eine problemlose Bearbeitung der Teile aus unlegiertem Stahl, legiertem normalisierten oder bis max. 300HB vergütetem Stahl bei garantierter Rauhigkeit der bearbeiteten Fläche Ra < 1,25.
Das Bearbeitungsverfahren wird durch numerisches Steuerungssystem Siemens Sinumeric gesteuert. Es sichert eine leistungsfähige Bearbeitung der Kurbelkröpfungen im gewählten technologischen Bereich.



| Drehungsparameter TNC4200: | max | |
| Auβenprofil des bearbeiteten Teiles: | 4400 mm | |
| Höhe der Kurbelkröpfung: | 1100 mm | |
| Abstand zwischen den Armen der Kurbelkröpfung: | 142 mm | |
| Durchmesser des Treibzapfens: | 360 mm |
Allgemeine Beschreibung der Werkzeugmaschine:
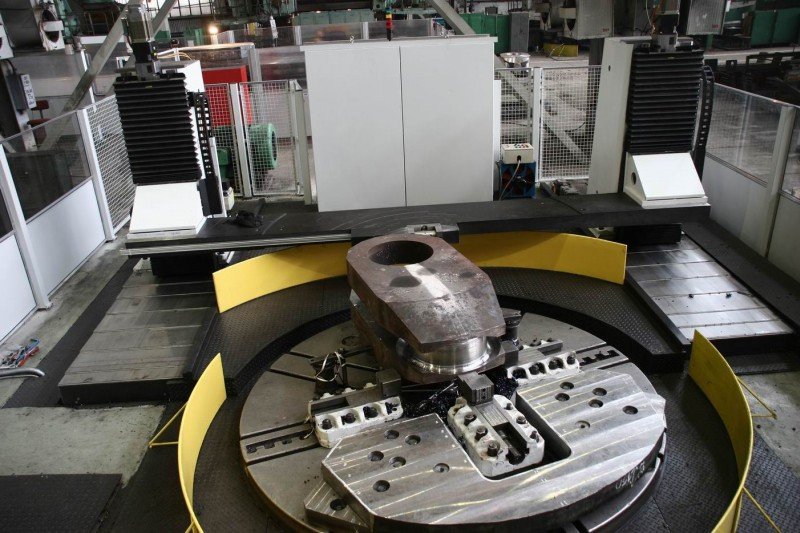
Drehmaschine für Kurbeln TNC 4200 ist eine moderne numerisch gesteuerte Werkzeugmaschine. Die Konstruktion basiert auf modernisiertem Tisch und zwei Kolonnen, auf die ein Querholm mit dem Kopf für austauschbare Drehungswerkzeuge befestigt wird.
Das Werkzeugmaschinentor bewegt sich synchronisch auf zwei Gusseisenbetten mit Gleitführungen TURCITIE der Y-Achse entlang. Der mobile Balken – Achse X bewegt sich synchronisch vertikal auf Führungen, indem er auf die Höhe fährt, die die Bearbeitung nicht nur der inneren Oberfläche der Kurbelkröpfung sondern auch ihrer oberen Auβenoberfläche sichert. Es resultiert mit Leistungserhöhung durch Verkürzung der gesamten Bearbeitungszeit der Kurbelkröpfung um die Zeit nötig für eine Teilbefestigung. Die Form des Balkens wurde auf die Art und Weise bearbeitet, dass sie die maximale Steifheit und Minimalisierung der Vibrationen sichert, was die hohe Qualität der bearbeiteten Teile garantiert.
Der kippbare Werkzeugkopf NC – Achse B dreht sich im Bereich +/- 90°, was das Profildrehen im Inneren der Kurbelkröpfung ermöglicht. Es gibt die Möglichkeit, zusätzliche feste Messer zu befestigen, die die Bearbeitung der inneren unteren und oberen Oberflächen der Kurbelkröpfung ermöglichen.
Befestigung der Kurbelkröpfungen am Tisch kann mit Hilfe der austauschbaren Vorrichtungen realisiert werden. Die Vorrichtungen werden mit Schrauben an Tisch befestigt. Befestigung der Kurbelkröpfungen am Tisch kann auch manuell (direkt) realisiert werden.
| Technische Charakteristik: | max | |
| Max. Auβenprofil des bearbeiteten Teiles: | 4400 mm | |
| Verfahrweg X-Achse (horizontal): | 2150 mm | |
| Verfahrweg Y-Achse (vertikal): | 1100 mm | |
| Steuerung: | Siemens 810D | |
| Schneller Vorschub X-Achse (horizontal): | 5 m/min | |
| Schneller Vorschub Y-Achse (vertikal): | 5 m/min | |
| Bereich der Kippbarkeit des Kopfes: | +/- 90° | |
| Bereich der Umdrehungen des Tisches: | 1 ÷ 60 obr/min | |
| Arbeitsvorschub X- und Z-Achse: | 1÷ 1000 mm/min | |
| Genauigkeit der Werkzeugpositionierung: | +/- 0,05 mm |
Untergruppen der Werkzeugmaschine:
Werkzeugmaschinentor
Das Tor der Werkzeugmaschine besteht aus zwei Gestellen, an die die mit den Stahlteleskopabdeckungen gesicherten Führungen montiert sind.
Kippbarer Werkzeugkopf
Der Austausch des Werkzeuges erfolgt im manuellen Zyklus, während dessen das Tor und der Balken auf die Position fahren, die einen einfachen Zugang zum Griff ermöglicht. In dieser Position können auch Messer zur Bearbeitung der inneren Oberflächen der Kurbelkröpfung befestigt oder ausgetauscht werden. Der Neigungswinkel des Werkzeuges wird programmatisch eingestellt.
-90° bis +90°. Der angewandte Kopf sichert die permanente Bewegung des Werkzeuges im Bereich von
Antrieb und Steuerungssystem
Drehmaschine TNC4200 wurde mit dem digitalen Steuerungssystem der Firma SIEMENS ausgerüstet, das die Winkellage des Werkzeuges, Kolonnen- und Balkenachsen und Umdrehungen des Tisches in einzelnen Bereichen des mechanischen Getriebes steuert. Die Bearbeitung des Teiles kann manuell aus dem CNC-Pult oder aus dem Programm erfolgen. Im Schubantrieb wurde digitaler AC-Antrieb angewendet. Bewegungen des Tores und des Balkens werden durch Endschalter begrenzt.
Das Steuerungssystem ist mit einer speziellen Sicherung gegen Stromausfall ausgestattet, die es erlaubt (im gewissen Grade) das Werkzeug vor Brechen zu schützen.
Elemente der elektrischen und elektronischen Apparatur befinden sich in einem separaten Schrank, der mit einem Luftzirkulations- und –filtrierungssystem ausgerüstet ist.
Die Werkzeugmaschine ist an folgende Netzparameter angepasst:
- Arbeitsspannung 3 x 400V 50 Hz
- Steuerungsspannung 110V AC, 24DC
Das Steuerungspult wurde auf einem schiebbaren Gestell lokalisiert, das eine optimale Einstellung im Bezug auf den bearbeiteten Teil ermöglicht. Die Fernablesung der aktuellen Lage umfasst permanent alle numerisch gesteuerten Achsen.
Die Steuerung wird standardmäβig mit der tragbaren Fernbedienung „elektronischer Kreis“ ausgestattet, die den manuellen Schub der Schubachsen ermöglicht. Die manuelle Steuerung der Werkzeugmaschine kann auch durch das Pult des CNC-Systems erfolgen, das mit dem PLC-System integriert ist. Dieses System ermöglicht die manuelle Steuerung der Werkzeugmaschine bei Notfällen.
Arbeitssicherheit
Drehmaschine für Kurbeln TNC4200 ist gemäß den Arbeitssicherheitsvorschriften und Normen der Europäischen Union ausgeführt, deswegen besitzt sie das CE-Sicherheitszeichen. Schränke, Apparatur und elektrische Bündel sind CE-konform ausgeführt. Auf dem Steuerungspult befindet sich der Notschalter und alle beweglichen Elemente sind mit Endschaltern ausgestattet, die die Bewegung der Gruppen auβer des zulässigen Bereichs sichern.
Der Arbeitstisch ist mit einem segmentierten Schutzgeländer gesichert, das mit der CNC-Steuerung integriert ist (Aufmachen während der Arbeit verursacht Notaufhalten der Maschine).




